






 当前位置:
当前位置: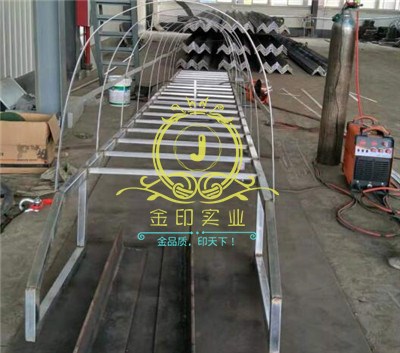




西安格构柱定制厂家为您收集整理以下关于格构柱施工知识!
1.格构柱制作及安装工艺确定
1)范例工程钢格构柱横截面积为1800㎜×190㎜,由4根柱肢及若干横梁﹑斜撑焊接而成,柱肢及横梁分别由两根[16b﹑[14对接而成,斜撑用∠75×75×5制作,通过节点板与柱肢焊接,横梁与柱肢直接对接。

2)制作方法和焊接材料的选用
①[16b﹑[14的对接:槽钢的国标定尺为9~12m,对焊接缝较长,采用手工电弧焊制作存在工期长﹑焊工劳动强度大﹑焊接质量和焊接变形不易控制等问题,因此从提高效率和**质量的角度出发,宜选用埋弧自动焊焊接。
②斜撑的制作:工作量较小,宜选用手工气割。
③节点板的制作:工作量较大,而且要求表面割纹深度>50μm﹑且≤100μm﹑平面度≤0.2㎜﹑上边缘融化程度≤1.5㎜,宜选用空气等离子自动切割机切割,手工电弧焊焊接。手工电弧焊焊条选用E4303(钛铁矿型)。
3)工艺流程
工艺流程图指出焊后矫正焊接变形的工序较多,它直接影响下道工序的质量及整个部件的组装拼焊。为了减少焊接变形引起的不利影响,需要在设计和焊接制作两方面采取措施:①设计时应在焊缝的布置﹑数量﹑尺寸和形状等方面综合加以考虑;②焊接制作时应合理选择焊接方法﹑焊接顺序,采取反变形等工艺措施;③尽可能将焊接变形控制到.小的程序,减小焊后矫正工作。
2.焊接引起的变形分析
1)柱肢的纵向弯曲变形 柱肢是由两根[16b对接而成,由于施焊顺序有先后,造成焊缝纵向收缩不一致。
2)柱肢的扭曲变形 由于柱肢焊接时,焊缝线错位﹑不对称而造成的。
3)节点板的角变形 由于钢板两面受热不均匀﹑横向收缩不一致引起的。
4)1.8m格构面的扭曲变形 由于部件焊接变形和应力的存在以及组焊时焊接顺序不合理所致。
5)钢格构柱的扭曲变形 由于1.8m格构面焊接应力的存在,再加上拼装钢格构柱时,焊缝多﹑施焊时间不同,热胀冷缩的情况比较复杂,容易引起这种变形。钢格构柱焊接扭曲变形不易控制和矫正,因此应采取工艺措施,以减小每一部件的变形。
3 控制措施
合理地运用刚性固定法和预制反变形法,使分部焊件的焊接变形处于受控状态,矫正变形后再进行总装,这样可以克服焊接变形造成的不利因素。
1) 槽钢对接
槽钢对接共有两种,分别为[16b对接﹑[14对接。[16b对接时一侧为通长焊缝,另一侧根据节点板的布置情况设为间断焊缝。槽钢对接选用埋弧自动焊焊接,焊剂使用时应注意:高温(300℃)烘干,低温(120℃)存放,重复使用需清筛≯3次。由于槽钢翼缘处较薄,不宜采用过大的线能量,经多次试验,焊接制作中采用表1所列参数。
采用刚性固定法夹持槽钢,通过在焊接平台上每隔900㎜设置一对螺栓顶紧装置,沿纵向均匀设置6对螺栓压紧装置来夹持槽钢,见图2。
2) 节点板制作
节点板均采用厚8㎜的钢板裁制,综合考虑外形尺寸﹑切割变形﹑焊缝成形﹑材料消耗等因素的要求,选用空气等离子自动切割机下料。由于节点板数量多,形状各异,需按不同部位﹑不同尺寸标注编号,根据编号组对焊接,基本形式见图3。
① 采用反变形法:下料后,节点板的底板先用压力机沿板纵向中线预留3㎜变形量
② 节点板的焊制:由于焊缝的形式均匀为角焊缝,为**焊脚尺寸等边和控制焊缝成型点焊后采用V形胎位施焊。
3) 节点板与柱肢贴面焊
用手工电焊焊接,施焊时注意起弧﹑熄弧距节点板端部应>10㎜;焊缝形式均为角焊缝,点焊后采用V形胎位施焊。
4) 1.8m格构面的拼装焊接
采用刚性固定法,通过在焊接平台上每隔1000㎜设置一对螺栓顶紧装置和一对螺栓压紧装置来夹持固定柱肢,其定位后,用手工电弧焊焊接。
5)两个1.8㎜格构面组拼成钢格构柱
制作螺旋可调撑杆和螺旋可调拉杆,形成刚性夹持定位后,用手工电弧焊点焊,然后先焊刚性大的构件,形成刚性单元后,再焊其它构件。
4 钢格构柱的安装
1)钢格构柱的首层吊装
首先吊装用门架连接的两根钢格构柱,定位后与门架焊接,形成刚性单元,然后沿纵向依次向两侧延伸吊装,定位后与横梁焊接。将基坑的纵﹑横中心线与钢格构柱的纵﹑横中心线分别标出,按首层钢格构柱在库房中所处位置定位,吊装过程中用两台经纬仪沿纵﹑横轴向测量,将基坑的纵横中心线与钢格构柱的纵横中心线分别对正,并确定高度。首层钢格构柱的固定﹑定位后,吊车保持吊装状态不变,用木楔将钢格构柱牢固固定,用2台经纬仪随时监控校正,然后向基坑内灌注混凝土,捣固夯实,再将吊车恢复自由状态。
2)钢格构柱的对接
二﹑三层钢格构柱的对接在地面进行,然后用塔吊吊起,准确定位(同首层)后,与首层对接。原设计钢格构柱的对接时柱肢的对接,要求达到二级焊缝标准,考虑到施工难度较大﹑质量不易**等因素。经多方研究,采用铁板角焊的形式,即由对接横焊改为纵向角焊。根据焊缝等强的原则,贴板.小尺寸的确定由下式计算而得:
N/(helw1)=N/(tlw2)
式中的N为轴心拉力或轴心压力设计值;he为角焊缝的有效厚度,为直角焊缝焊角尺寸的0.7倍;lw1为角焊缝的计算长度;lw2为对接焊缝的计算长度;t为对接接头中连接件的.小厚度。
实际采用的贴板尺寸:厚度为10㎜,长度为350㎜,宽度比柱肢宽度减少20㎜。
转载自基础工程


